
Mặc dùPVCỐng nhựa PVC là loại ống phi kim loại phổ biến nhất trên thế giới, trong khi PPR (Polypropylene Random Copolymer) là vật liệu ống tiêu chuẩn ở nhiều nơi khác trên thế giới. Mối nối PPR không phải là keo PVC, mà được nung nóng bằng dụng cụ hàn đặc biệt và về cơ bản là tan chảy thành một khối thống nhất. Nếu được tạo ra đúng cách với thiết bị phù hợp, mối nối PPR sẽ không bao giờ bị rò rỉ.
Làm nóng dụng cụ hàn và chuẩn bị đường ống.
1
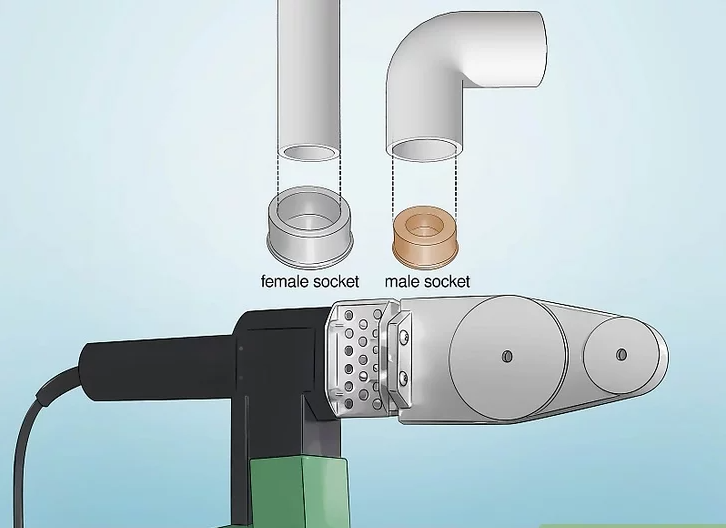
Đặt đầu tuýp có kích thước phù hợp lên dụng cụ hàn. Hầu hếtPPRCác dụng cụ hàn đi kèm với các cặp đầu nối đực và cái có kích thước khác nhau, tương ứng với đường kính ống PPR thông dụng. Do đó, nếu bạn đang sử dụng ống PPR có đường kính 50 mm (2,0 inch), hãy chọn cặp đầu nối có ký hiệu 50 mm.
Các dụng cụ hàn cầm tay thường có thể xử lýPPRCác mẫu máy có thể xử lý ống từ 16 đến 63 mm (0,63 đến 2,48 inch), trong khi các mẫu máy để bàn có thể xử lý ống có đường kính ít nhất 110 mm (4,3 inch).
Bạn có thể tìm thấy nhiều mẫu dụng cụ hàn PPR trực tuyến, với giá dao động từ khoảng 50 đô la Mỹ đến hơn 500 đô la Mỹ.
2
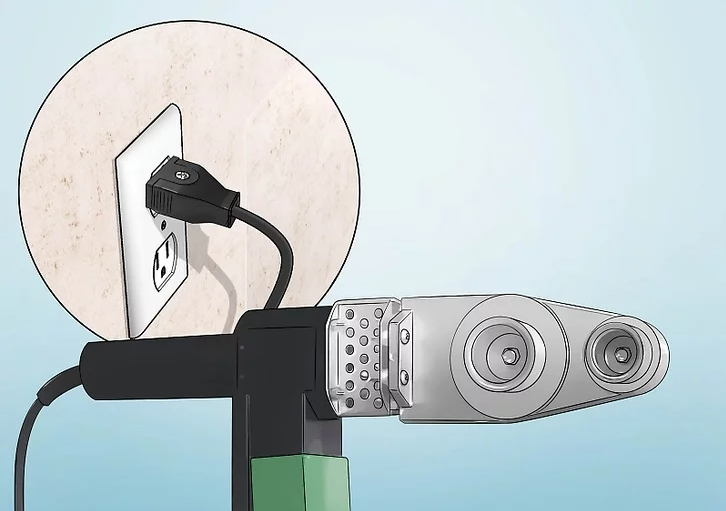
Lắp dụng cụ hàn để bắt đầu làm nóng ổ cắm. Hầu hết các dụng cụ hàn sẽ cắm vào ổ cắm 110v tiêu chuẩn. Dụng cụ sẽ bắt đầu làm nóng ngay lập tức hoặc bạn có thể phải bật công tắc nguồn. Các mẫu khác nhau, nhưng có thể mất vài phút để dụng cụ làm nóng ổ cắm đến nhiệt độ cần thiết. [3]
Hãy hết sức cẩn thận khi sử dụng dụng cụ hàn nhiệt và đảm bảo mọi người xung quanh đều biết rằng dụng cụ đang hoạt động và rất nóng. Nhiệt độ của đầu nối có thể vượt quá 250 °C (482 °F) và có thể gây bỏng nặng.
3
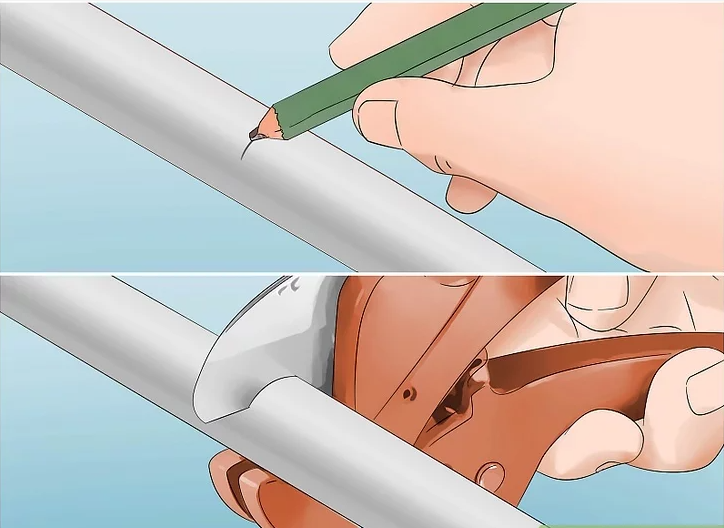
Cắt ống theo chiều dài với đường cắt trơn tru và sạch sẽ. Khi dụng cụ hàn nóng chảy được làm nóng, hãy sử dụng một dụng cụ hiệu quả để đánh dấu và cắt ống theo chiều dài yêu cầu để có được đường cắt sạch vuông góc với trục. Nhiều bộ dụng cụ hàn nóng chảy được trang bị máy cắt ống kiểu cò hoặc kẹp. Khi được sử dụng theo hướng dẫn, chúng sẽ tạo ra một đường cắt trơn tru, đồng đều trong PPR, rất thích hợp cho việc hàn nóng chảy. [4]
Ống PPR cũng có thể được cắt bằng nhiều loại cưa tay, cưa điện hoặc máy cắt ống có bánh xe. Tuy nhiên, hãy đảm bảo vết cắt càng nhẵn và đều càng tốt, và sử dụng giấy nhám mịn để loại bỏ hết các gờ.
4
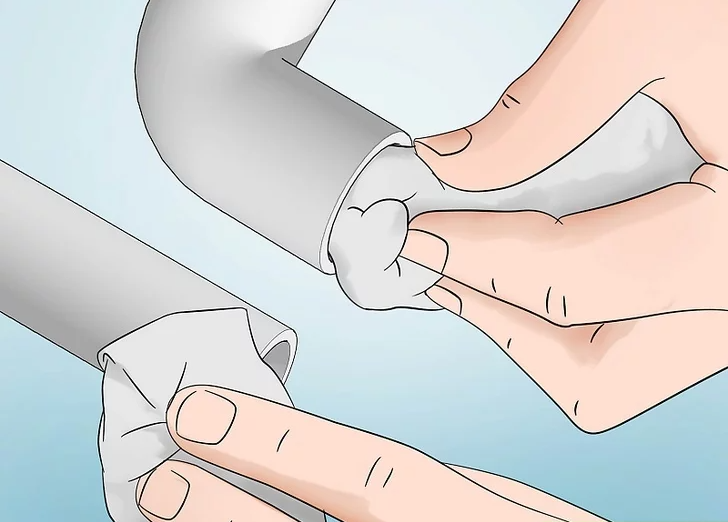
Làm sạch các bộ phận PPR bằng vải và chất tẩy rửa được khuyến nghị. Bộ dụng cụ hàn của bạn có thể khuyến nghị hoặc thậm chí bao gồm một chất tẩy rửa cụ thể cho ống PPR. Làm theo hướng dẫn để sử dụng chất tẩy rửa này ở bên ngoài ống và bên trong các phụ kiện cần kết nối. Để các bộ phận khô trong một thời gian. [5]
Nếu bạn không biết nên sử dụng loại dung dịch vệ sinh nào, vui lòng liên hệ với nhà sản xuất dụng cụ hàn.
5
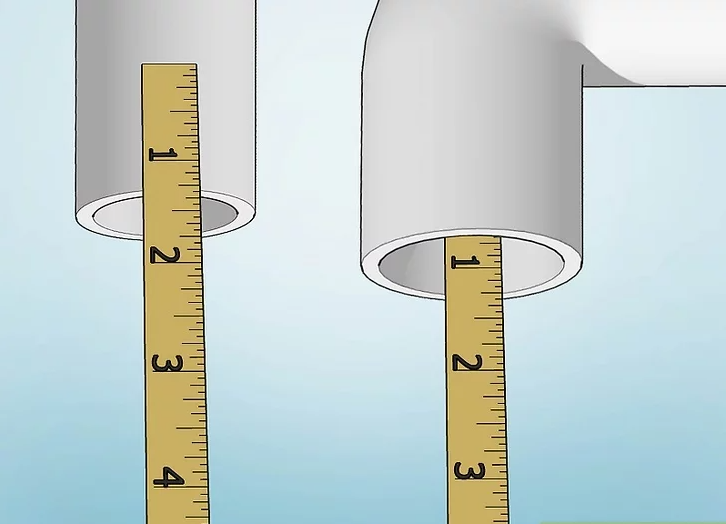
Đánh dấu độ sâu mối hàn tại đầu nối ống. Bộ dụng cụ hàn nhiệt của bạn có thể đi kèm với một khuôn mẫu để đánh dấu độ sâu mối hàn thích hợp trên các ống PPR có đường kính khác nhau. Sử dụng bút chì để đánh dấu trên ống cho phù hợp.
Ngoài ra, bạn cũng có thể luồn thước dây vào khớp nối đang sử dụng (ví dụ như khớp nối khuỷu 90 độ) cho đến khi chạm vào một gờ nhỏ trên khớp nối. Trừ đi 1 mm (0,039 inch) từ số đo độ sâu này và đánh dấu đó là độ sâu mối hàn trên ống.
6
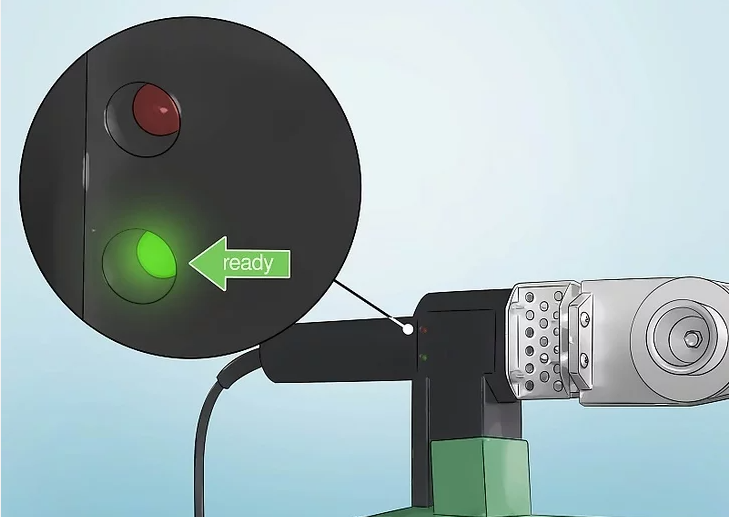
Hãy đảm bảo rằng dụng cụ hàn đã được làm nóng hoàn toàn. Nhiều dụng cụ hàn có màn hình hiển thị cho biết khi nào dụng cụ đã được làm nóng và sẵn sàng sử dụng. Nhiệt độ mục tiêu thường là 260 °C (500 °F).
Nếu dụng cụ hàn của bạn không có màn hình hiển thị nhiệt độ, bạn có thể sử dụng đầu dò hoặc nhiệt kế hồng ngoại để đo nhiệt độ trên đầu nối.
Bạn cũng có thể mua que chỉ thị nhiệt độ (ví dụ như Tempilstik) tại các cửa hàng cung cấp vật tư hàn. Chọn những que gỗ có thể tan chảy ở 260 °C (500 °F) và chạm từng que vào mỗi đầu nối.
Thời gian đăng bài: 31/12/2021





